رویکردی نوین در حفاظت از آهن اسفنجی

با توجه به عدم هماهنگی چرخه زمانی بین واحدهای آهن سازی و فولادسازی، همواره تلاش هایی برای حفاظت گندله آهن اسفنجی در واحدهای آهن سازی صورت میگیرد. در بین روش های مختلف، روش بریکت زنی گرم (HB) بهترین عملکرد را نسبت به کاهش درجه فلزشدگی و مقاومت در مقابل جذب رطوبت از خود نشان میدهد بعلاوه امکان حمل و نقل، آسان مقاومت به سایش بالا، خواص فیزیکی و مکانیکی مناسب و افزایش زمان قابل نگهداری را میسر میسازد. در واقع این روش به کمک کاهش سطح تماس و تغییر ساختار DRI موجب کاهش سرعت اکسیداسیون مجدد و افت درجه فلزی می شود. تحقیقات متعددی در زمینه بریکت سازی در دمای بالا انجام شده است. اما بعلت نوع فرآیند HBI و نحوه قرار گرفتن آن در چرخه تولید باید تولید بریکت زنی گرم از بتدا در طراحی واحد منظور و در نحوه استقرار کوره لحاظ گردیده باشد. در واقع HBI در اکثر واحدها بعنوان یک محصول نهایی در نظر گرفته میشود بنابراین استقرار بریکت زنی گرم برای واحدهای احیاء و فولادسازی که در آنها از قبل این موضوع دیده نشده است مشکل مینماید و نمی توان آن را بعنوان راه حل مناسب جهت حفاظت آهن اسفنجی در این دسته از واحدها مطرح کرد.
با توجه به تحقیقات مختلف در زمینه بریکت سازی سرد نرمه و تاثیر عوامل مختلف بر بریکت سازی مانند چسب و همچنین معرفی روش (Cold Briquetting of Spong Iron) CBSI توسط نویسندگان این مقاله در پژوهشهای گذشته در این تحقیق تلاش شده است تا عوامل موثر مختلف در روش CBSI در مقیاس نیمه صنعتی مورد ارزیابی و مطالعه قرار بگیرد.
روش تحقیق
موادی که خواص بریکت شوندگی آنها مورد بررسی قرار گرفتند شامل موارد زیر میباشند:
- گندله آهن اسفنجی فولاد خوزستان با ابعاد ۱۲ تا ۱۶ میلیمتر
- نرمه آهن اسفنجی
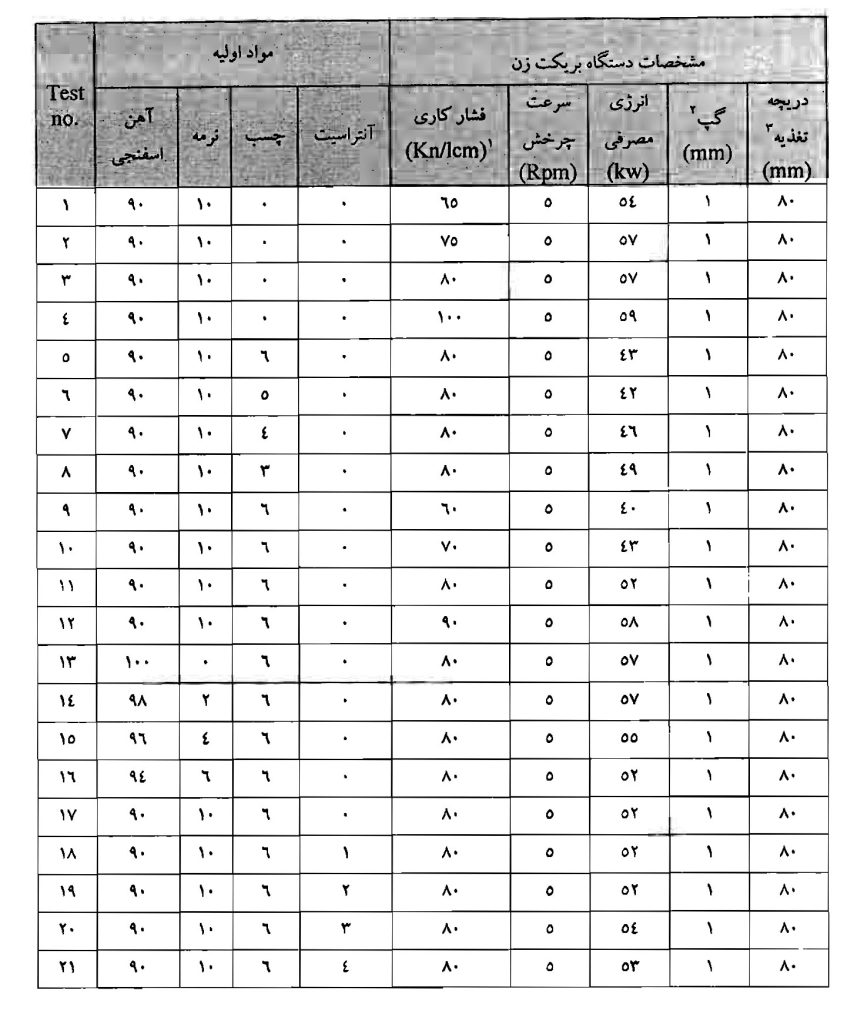
همچنین در فرآیند از ملاس آهک هیدراته و آب نیز بعنوان چسب استفاده شد. لازم به ذکر است که ترکیب چسب مورد استفاده عبارتست از ۶ درصد ملاس، ۳ درصد آهک هیدراته و ۲ درصد آب که در ابتدا ملاس و آهک ترکیب و سپس آب به آنها اضافه شده است. آزمایشات به کمک دستگاه بریکت زنی با ظرفیت ۱۲ تن در ساعت در پایلوت شرکت SC ( Sahut-Conreur) فرانسه انجام پذیرفت.
1-بریکت سازی آهن اسفنجی بدون چسب
برای تعیین فشار پرس، لازم گندله آهن اسفنجی به همراه ۱۰ درصد نرمه در فشارهای مختلف مورد بریکت سازی قرار گرفت و دانسیته و استحکام نمونه های مختلف بدست آمد (جدول ۱، شماره های 1 تا 4)
2-بریکت سازی آهن اسفنجی در حضور چسب
در آزمایشات ۵ تا ۸ با توجه به نتایج بدست آمده در تستهای مرحله، قبل آهن اسفنجی در فشار KN/Lcm 80 و درصد چسبهای ۳، ۴، ۵ و ۶ مورد مطالعه قرار گرفت (جدول ۱، شماره های ۵ تا ۸).
3- تأثیر فشار اعمالی در حضور چسب
در این آزمایشات در فشارهای ۶۰، ۷۰، ۸۰ و ۹۰ KN/Lcm آهن اسفنجی به همراه ۱۰ درصد نرمه و ۶ درصد ملاس بریکت شدند( جدول 1، شماره های ۹ تا ۱۲)
4-تأثیر نرمه در حضور چسب
در این مرحله جدول ۱، شماره های ۱۳ تا ۱۶ تأثیر میزان نرمه در حضور چسب بر استحکام و دانسیته بریکتها مورد مطالعه قرار گرفت.
5-تأثیر آنتراسیت
در آزمایشات ۱۸ تا ۲۱ (جدول ۱) تأثیر انتراسیت بعنوان ماده حاوی کربن بر میزان دانسیته و استحکام پذیری بریکتهای آزمایش ۵ مورد بررسی و مطالعه قرار گرفت.
نتایج و بحث
1-بریکت سازی آهن اسفنجی بدون چسب
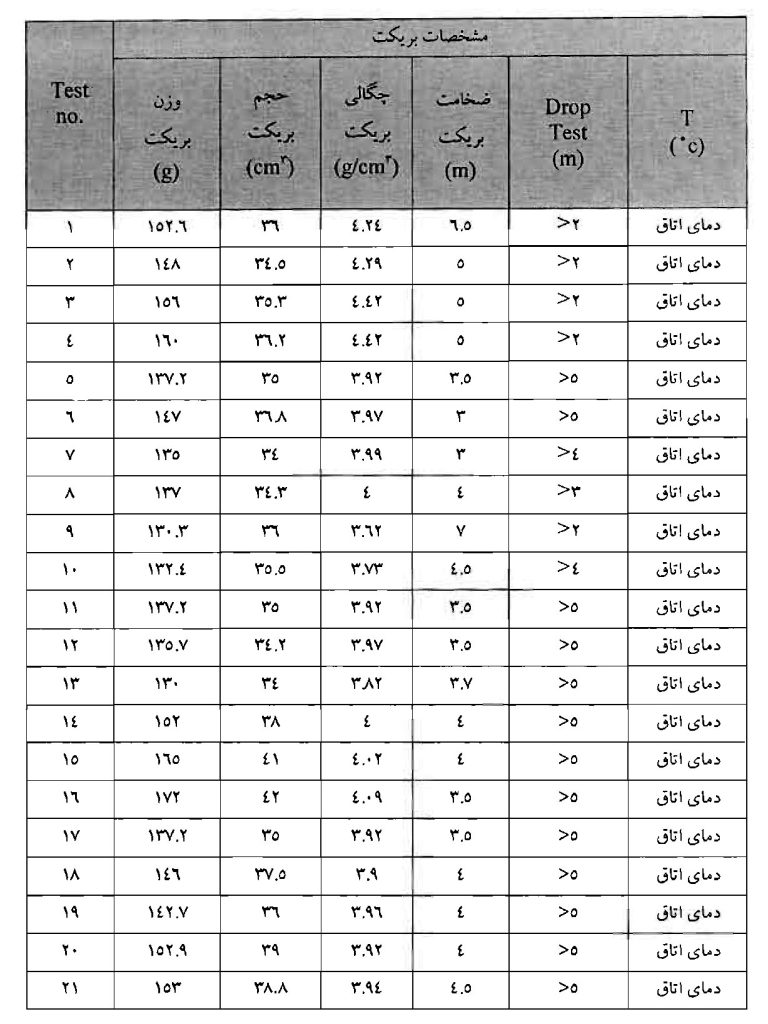
با توجه به نتایج بدست آمده جدول ۲ شماره های ۱ تا ۴ در فشارهای KN/Lcm 95 – 65 بریکت های با دانسیته مناسب بدست آمده است اما از نظر استحکام خیلی مناسب به نظر نمیرسند و در آزمایش پرتاب تا ۲ متر از خود استحکام نشان دادند همانطور که مشخص است افزایش فشار موجب افزایش دانسیته بریکت ها شده است و شرایط بریکت شوندگی را مناسب تر کرده است. در واقع افزایش فشار شرایط ایجاد باندهای سرد بین ذرات و در نتیجه کاهش تخلخل را مهیا می سازد.
2-بریکت سازی آهن اسفنجی در حضور چسـب
همانطور که از نتایج این مرحله مشخص است جدول ۲ شماره های (۵ تا ۸) ، افزایش چسب موجب افزایش استحکام در فشار KN/Lcm ۸۰ شده است. همچنین بریکت های بدست آمده از نظر شکل ظاهری نیز خوش فرم هستند بعلاوه نمونه ۵ شرایط مناسبی را از لحاظ خواص مکانیکی نیز نشان می دهد. در واقع افزایش چسب بعنوان استحکام بخش موجب شد که در فشار ثابت (۸۰ KN/Lcm) با همان ترکیب و شرایط کاری آزمایش 3، استحکام افزایش چشمگیری پیدا کرده و شرایط مناسبی را در آزمایش پرتاب بوجود آورد.
در واقع حضور ملاس، باعث ایجاد واکنشهای مناسب بین ذرات شده و باند مناسب و مستحکم بین ذرات مختلف بریکت شده که باعث افزایش استحکام نسبت به حالت بدون چسب می شود. البته لازم به ذکر است که افزایش زمان موجب افزایش استحکام نمونه های بدست آمده بعلت زمان گیرش می شود.
3-تأثیر فشار اعمالی در حضور چسب
با توجه به نتایج بدست آمده جدول ۲( شماره های ۹ تا ۱۲ ) افزایش فشار اعمالی موجب افزایش استحکام بریکت ها شده اما تغییر چندانی در دانسیته ایجاد نشده است. بعلاوه اینکه در فشار KN/Lcm ۶۰ خرده های فراوانی تولید گردید. بنابراین به نظر می رسد محدوده فشار ۷۰ تا KN/Lcm ۸۰ محدوده منطقی و مناسبی جهت پرس بریکتها در حضور چسب باشد.
4-تأثیر نرمه در حضور چسب
همانطور که انتظار داشتیم حضور نرمه موجب دانسیته پذیری و استحکام بهتر نمونه ها شده است. نکته قابل توجه اینجاست که در درصدهای مختلف نرمه بریکتهای مناسبی بدست آمده است. در واقع نتایج آزمونهای ۱۳ تا ۱۷ (جدول ۲) بیانگر این مطلب است که هر چند افزایش نرمه، موجب بهبود خواص بریکت شوندگی می شود اما در درصدهای مختلف نرمه، تحت شرایط مذکور، می توان بریکت با خواص مناسب بدست آورد.در واقع حضور نرمه به عنوان ذرات ریزتر، در مقابل گندله های آهن اسفنجی، باعث می شود که خلل و فرج بین گندله ها هنگام بریکت کردن بهتر پر شود.
5-تأثیر آنتراسیت
با توجه به نتایج آزمونهای ۱۸ تا ۲۱ (جدول 2) حضور آنتراسیت موجب فشردگی بهتر در بریکت ها شده است. در واقع کربن اضافه شونده نقش روانکار را در ذرات ایفا کرده و موجب غلتش بهتر ذرات روی یکدیگر و در نتیجه محصول با فشردگی بهتری را بوجود آورده است. از دیدگاه دیگر حضور مواد کربنی در کوره قوس میتواند شرایط احیاء و بازده گرمایی کوره را به نحو مناسبی ارتقاء یابد.
نتیجه گیری
- با توجه به نتایج بدست آمده تولید بریکت سرد از گندله آهن اسفنجی به روش CBSI امکان پذیر بوده و این روش میتواند بعنوان روشی نوین در واحدهای در حال کار احیا و فولادسازی بکار گرفته شود.
- افزایش فشار موجب ایجاد بریکت هایی با دانسیته و استحکام مناسب میگردد. محدوده فشار KN/Lcm ۸۰ محدوده مناسبی برای ایجاد بریکت های مناسب از گندله آهن اسفنجی می باشد.
- افزایش درصد چسب مناسب موجب افزایش خواص مکانیکی بریکت ها می شود. حضور چسب تا ۶ درصد وزنی موجب بهبود استحکام و بریکت شوندگی می شود.
- حضور نرمه در درصدهای مختلف موجب بهبود خواص بریکت شوندگی می شود. از طرفی چون در محدوده وسیعی از ترکیب نرمه، بریکت هایی با خواص قابل قبول بدست آمد، لزومی به تنظیم درصد نرمه در شرایط کاری نمی باشد و همچنین در واحدهای احیا معمولا کمتر از ۱۰ درصد نرمه همراه آهن اسفنجی می باشد.
- استفاده از کربن می تواند مزایای مضاعف داشته باشد بریکت شوندگی را اندکی بهبود می بخشد و بعلاوه چون بریکت، محصولی میانی در صنایع آهن و فولاد می باشد، حضور کربن باعث ایجاد شرایط احیایی در کوره قوس شده و بعلاوه میتواند مصرف انرژی کوره و میزان مصرف الکترودها را نیز کاهش دهد.
در مجموع با توجه به نتایج بدست آمده میتوان روش CBSI را گامی نوین و روشی جدید در ایجاد بریکت زنی گندله آهن اسفنجی و ایجاد شرایط مناسب جهت حفاظت آهن اسفنجی، سهولت در حمل و نقل و بهینه سازی انتقال آهن اسفنجی از آهن سازی به فولاد سازی دانست.

